WDROŻENIE DO SPRZEDAŻY AUTORSKIEJ LINII BIŻUTERII FIRMY PROFILEX NA RYNKACH
AMERYKAŃSKIM I JAPOŃSKIM
Projekt współfinansowany przez Unię Europejską ze środków Europejskiego Funduszu Rozwoju Regionalnego
w ramach Programu Operacyjnego
Polska Wschodnia 2014-2020
Oś priorytetowa 1 Przedsiębiorcza Polska Wschodnia
Działanie: 1.2 Internacjonalizacja MŚP
-
Instytucja Pośrednicząca: Polska Agencja Rozwoju Przedsiębiorczości
-
Nr wniosku o dofinansowanie:POPW.01.02.00-06-0055/21
-
Data podpisania umowy: 4.05.2022 r.
-
Wartość projektu: 523 124,00 zł
-
Kwota dofinansowania: 385 390,00 zł
-
Rozpoczęcie realizacji projektu: 01.12.2021 r.
-
Zakończenie realizacji projektu: 30.11.2023 r.
O projekcie:
Przedmiotem projektu przygotowanie firmy Profilex Jerzy Malicki do sprzedaży luksusowej biżuterii z metali szlachetnych: srebra, złota i platyny na rynkach USA i Japonii.. Projekt obejmuje:
- zakup drukarki 3D oraz oprogramowania, umożliwiających przygotowywanie próbnych modeli dla klientów zagranicznych, a także szybszą realizację zamówień z USA i Japonii,
- przygotowanie strony internetowej linii biżuterii w językach angielskim i japońskim, wraz z przygotowaniem oferty na platformie sprzedażowej Amazon w USA i Japonii,
- wykonanie profesjonalnych sesji zdjęciowych biżuterii oraz modeli/modelek ubranych w biżuterię firmy, niezbędnych do opublikowania na stronie internetowej linii, platformie sprzedażowej oraz katalogach,
- przygotowanie katalogów sprzedażowych na rynki USA i Japonii,
- udział firmy z ofertą swojej linii biżuterii w ramach międzynarodowych targów biżuterii w Tokio i Las Vegas.


FIRMA PROFILEX JERZY MALICKI REALIZUJE PROJEKT DOFINANSOWANY Z FUNDUSZY EUROPEJSKICH
"POZYSKANIE TECHNOLOGII ODLEWANIA PRECYZYJNYCH WYROBÓW JUBILERSKICH Z PLATYNY DLA FIRMY PROFILEX"
.jpg)


Pozyskanie odpowiedniej technologii umożliwi firmie Profilex uzupełnienie oferty świadczonych usług o unikalne na polskim rynku usługi odlewania wyrobów biżuteryjnych z platyny. W chwili obecnej nie ma w Polsce firmy dysponującej analogiczną technologią a rynek wyrobów jubilerskich z platyny dopiero się tworzy.
Profilex zamierza wykorzystać pozyskaną technologię na dwa sposoby - z jednej strony bazując na dotychczasowej pozycji rynkowej i ugruntowanej współpracy z największymi firmami jubilerskimi w Polsce zamierza powiększyć zakres świadczonych usług i nadal swiadczyc usługi w charakterze podwykonawcy, z drugiej strony firma podjęła kroki aby zaistnieć także jako producent własnych produktów oraz docierać bezpośrednio do odbiorcy detalicznego.

Celem projektu jest osiągnięcie przez firmę Profilex pozycji głównego producenta biżuterii platynowej w Polsce.
Dofinansowanie projektu z UE : 392 920,00 PLN
URUCHOMIENIE PRODUKCJI ODLEWÓW DLA POTRZEB JUBILERSTWA I MEDYCYNY Z ZASTOSOWANIEM INNOWACYJNEJ METODY ODLEWANIA PRECYZYJNEGO Z ODGAZOWANIEM FORMY ODLEWNICZEJ ORAZ WYKORZYSTANIEM PODWÓJNEGO RAMIENIA WAHADŁOWEGO.
PROFILEX Jerzy Malicki realizuje projekt współfinansowany przez Unię Europejską z Europejskiego Funduszu Rozwoju Regionalnego w ramach Regionalnego Programu Operacyjnego Województwa Śląskiego na lata 2014-2020 dla osi priorytetowej III Konkurencyjność MŚP dla działania 3.2. Innowacje w MŚP „Produkcja odlewów dla potrzeb jubilerstwa i medycyny z zastosowaniem innowacyjnej metody odlewania precyzyjnego z odgazowaniem formy odlewniczej oraz z wykorzystaniem podwójnego ramienia wahadłowego”.
Celem projektu jest wdrożenie innowacji procesowej stosowanej na świecie nie dłużej niż 3 lata w zakresie usługi wykonywania odlewów ze stopów złota, srebra, miedzi, platyny i chrom-kobalt, dla potrzeb jubilerstwa i medycyny. Inwestycja umożliwi wprowadzenie na rynek precyzyjnych odlewów, wolnych od wad wewnętrznych i zewnętrznych – półwyrobów i gotowych wyrobów jubilerskich i medycznych. Przedsięwzięcie polega na implementacji innowacyjnych rozwiązań, zastosowanych w zakupionym w ramach projektu systemie odlewniczym, składającym się z:
Wysokość wkładu z Funduszy Europejskich:
281 867,85 zł

ANALIZA TECHNOLOGICZNA ODLEWÓW
Odlewy z platyny Pt950 - porowatość skurczowa, gazowa oraz inkluzje masy odlewniczej
Przeanalizowalismy pierścionki odlane ze stopu Pt950 widoczne na zdjęciu poniżej :

Pierścionki zostały wypolerowane w sposób standardowy w celu zaobserwowania defektów powierzchniowych oraz wykonania serii zdjęć do identyfikacji rodzaju tych defektów.

Analiza obejmuje 3 wątki tego problemu odnoszące się szczegółowo do kazdego z trzech pierścionków oddzielnie. Dla kazdego pierścionka został sprecyzowany obszar, w którym umiejscowiony był defekt oraz przyporzadkowane zostało odpowiednie zdjęcie - patrz poniższy schemat :
.jpg) Analiza pierścionka nr 1
Analiza pierścionka nr 1
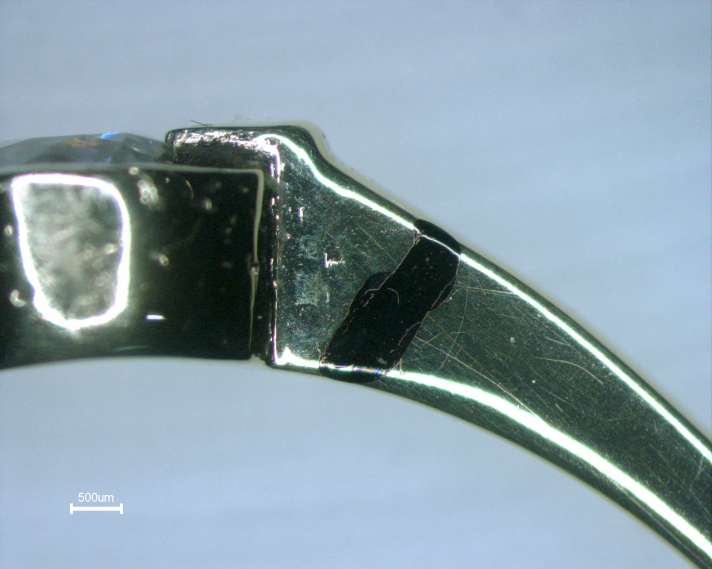
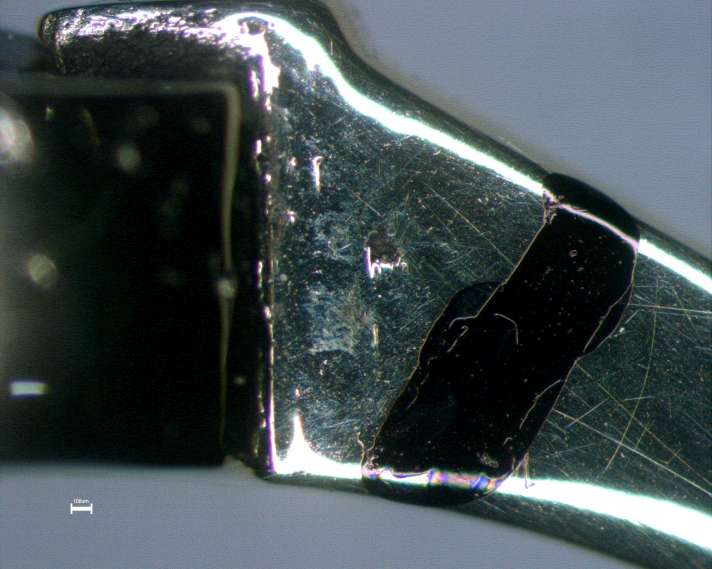
Zdjęcia poniżej przedstawia wybrany obszar w którym dokonano analizy:
.jpg)
.jpg)
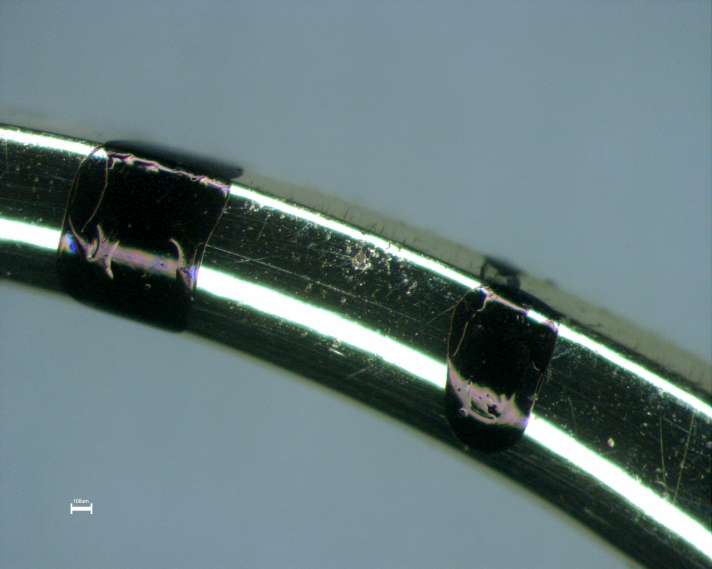
Zdjęcia powyższe odnosza sie do obszaru w którym umieszczony jest kamień i pokazują dwie duże porowatości związane z inkluzją gipsu :morfologia jest nieregularna, kwadratowa i wielkogabarytowa. Badanie morfologii wad pozwala stwierdzić, że mozna je przypisac niektórym fragmentom gipsu oderwanym od powierzchni formy w wyniku uderzenia ciekłego metalu w czasie jej zalewania. Doryczy to "słabych obszarów" formy, takich jak ostre kąty lub ostre krawędzie (odrywanie sie cząstek gipsu i umiejscawianie ich w odlewie). W zwiazku z tym zaleca sie unikanie takich "słabych obszarów" przy projektowaniu i wykonywaniu formy gipsowej ( rysunek poniżej ).
.jpg)
Oprócz tego bardzo ważne jest uzyskanie maksymalnych własności mechanicznych gipsu, a biorąc pod uwagę parametry programu wypalania kuwet, zwiekszenie maksymalnej temperatury wypalania do 750 stopni C w celu uzyskania lepszego kalcynowania powłoki gipsowej i jej wyższych własności mechanicznych.
Analizując kolejny, " środkowy obszar" pierścionka stwierdzono porowatośc skurczową. Defekt ten uwidoczniony jest na poniższyc zdjęciach:

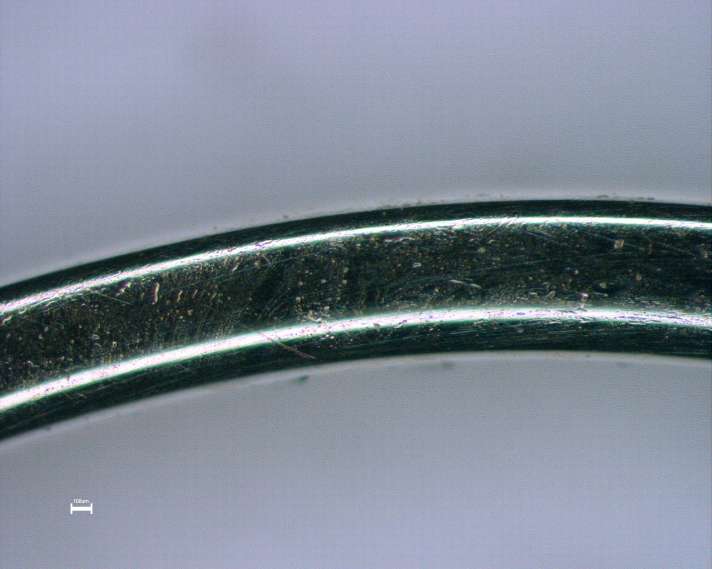
Zdjęcia wykonane w dużym powiększeniu pokazuja obecność nieregularnych i podłużnych ubytków, charakteryzujących się typową dendrytyczna morfologią. Powody porowatości skurczowej mogą być róznorodne. Głownie wady te moga być zwiazane z konkretnym rodzajem produkowanego detalu, z zastosowanym systemem kanałow wlewowych lub z zastosowanymi temperaturami. Wszystkie te czynniki mogą zagrozić optymalnej równowadze termodynamicznej odlewów, niezbędnej do uzyskania dobrych wyników przy odlewaniu metodą traconego wosku.
W szczególności problemy te pojawiaja się zwykle gdy detale o szerokich i płaskich powierzchniach sa wytwarzane metodą traconego wosku lub gdy występują zwężenia i/lub nagłe zmiany przekrojów kanałów wlewowych. W rzeczywistości cieńsze przekroje krzepnąć wcześniej niż bardziej masywne nie są w stanie dostarczyć wystarczajacej ilości ciekłego metalu i zasilić masywne obszary co w efekcie spowoduje porowatość skurczową ( widoczną po polerowaniu).
Aby rozwiązać ten problem stosujemy system typu V zasilania ciekłym metalem unikając przewęzenia na styku z detalem.
Należy również spróbować róznych parametrów odlewania, ale wymaga to długotrwałych prób w celu znalezienia optymalnej temperatury przy której porowatość skurczowa nie wystąpi. Temperatura kuwety powinna być stała ( 650 stopni C).
Zdjęcia zamieszczone niżej pokazują inkluzje gipsu :
Zdjęcia kolejne przedstawiają porowatość skurczową :

Podsumowując, w przypadku pierścionka nr 1 zaobserwowane defekty to wtrącenia gipsu oraz porowatość skurczowa.
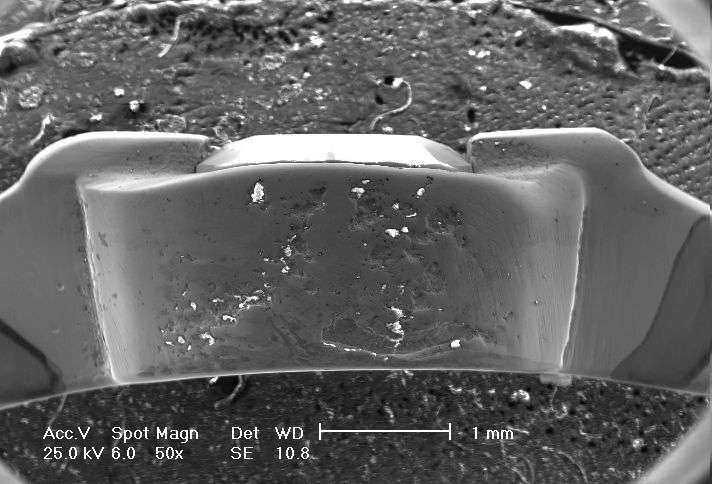
Analiza pierścionka nr 2
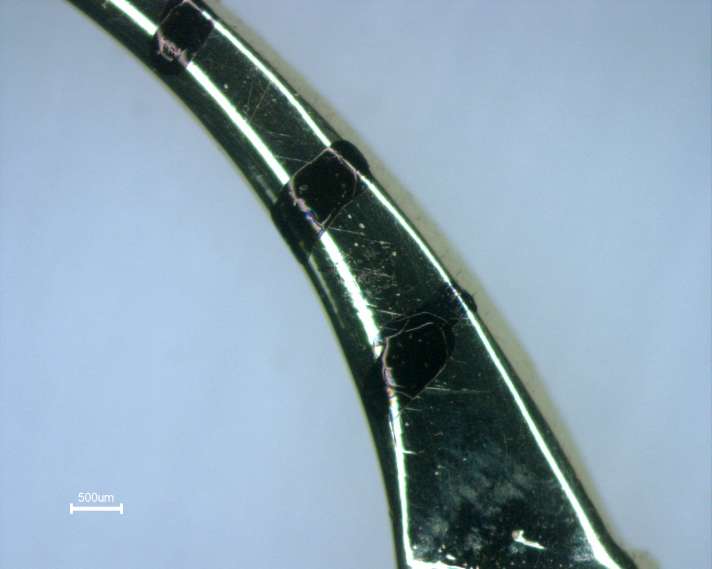
Jakość powierzchni pierścionka nr 2 wydaje się niższa niż w przypadku pierścionka nr 1 ale głownym zaobserwowanym problemem jest także porowatość skurczowa i inkluzje gipsu. Ten drugi problem wydaje się być dużo większy i dominujący, dlstego należy zwrócić szczególną uwagę na sposób przygotowania gipsu, nie stosować komponentów przeterminowanych o niskiej jakości oraz postępowac zgodnie z zaleceniami technologicznymi producenta (parametry przygotowanai mieszaniny oraz cykl wypalania). Inkluzja gipsu w dużym stopniu negatywnie wpływa na jakość odlewanych detali.
.jpg)
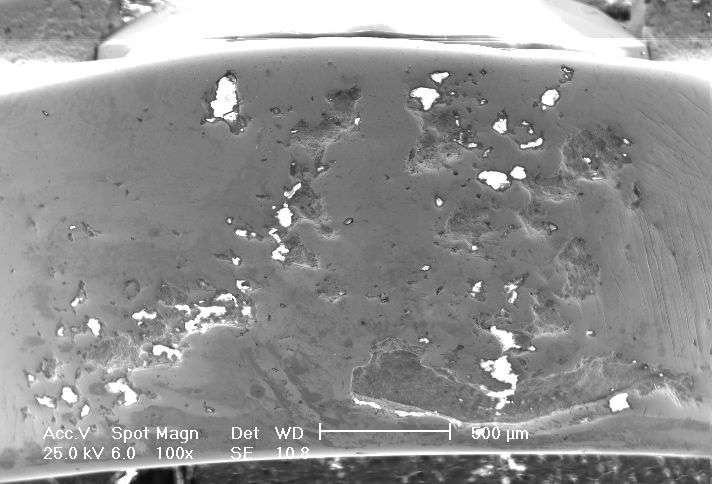
Na zamieszczonych niżej zdjęciach widoczne są obszary na których wtrącenia gipsu są dominujące
.jpg)
.jpg)
.jpg)
.jpg)
:
.jpg)
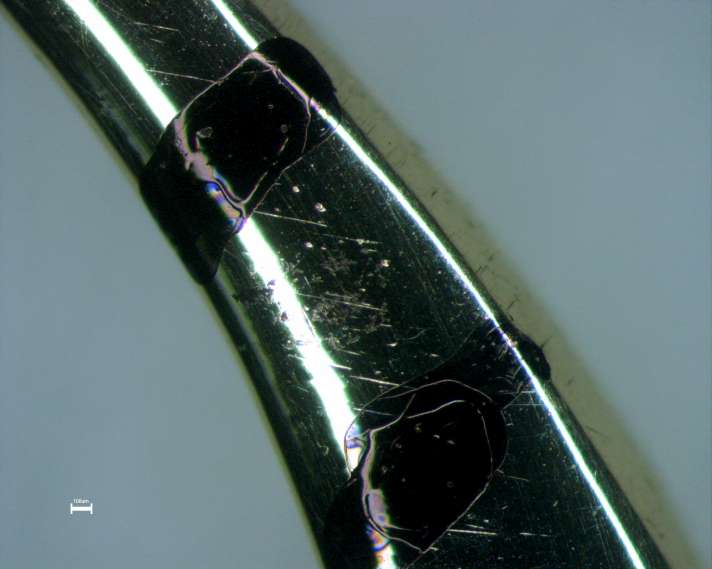
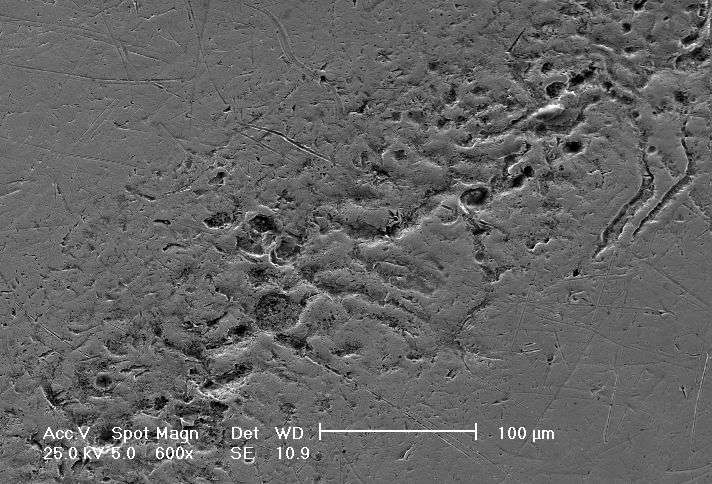
Natomiast na kolejnych zdjęciach przewagę maja defekty w postaci porowatości skurczowej :
.jpg)
.jpg)
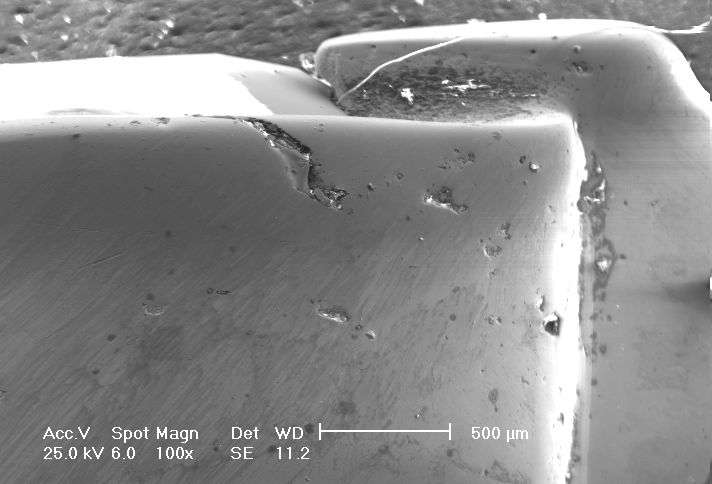
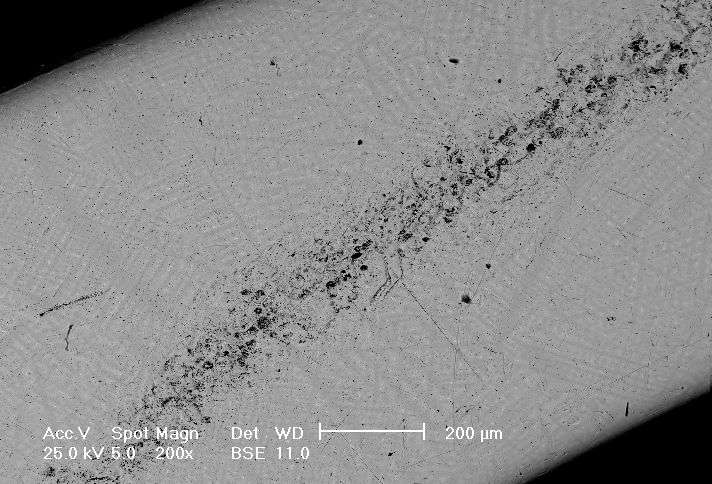
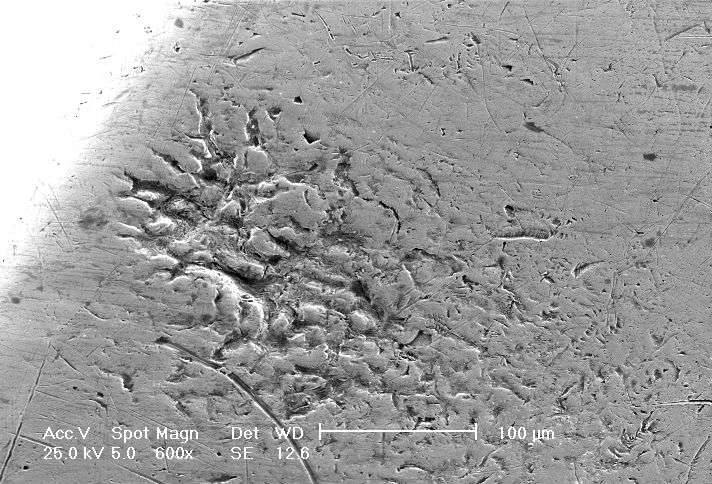
Szczególne interesujące są zdjęcia wykonane przy pomocy elektronowego mikroskopu scaningowego (SEM) ponieważ zaobserwować można obszar w którym inkluzje gipsu widoczne sa nawet po etapie polerowania - na tym zdjęciu widac jak duże wtrącenia gipsu wchodzą w grę :
Zalecamy aby poprawić sposób przygotowania masy gipsowej oraz przestrzegać zaleceń producenta dotyczacych cyklu wypalania form.
Analiza pierścionka nr 3
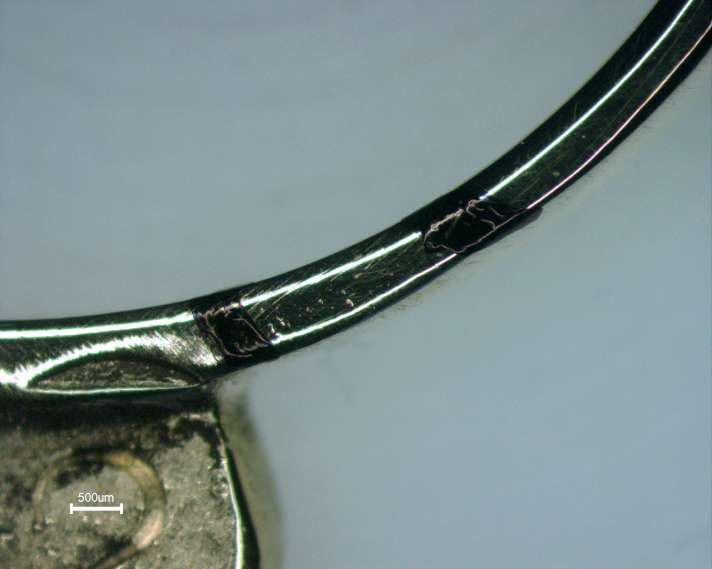
Analiza pierścionka nr 3 ponownie pokazała obecność inkluzji gipsu. Jakość powierzchni tego pierścionka jest pośrednia w porównaniu z pierścionkiem nr 1 i 2.
.jpg)
Widoczne poniżej zdjęcia są ściśle związane z inkluzjami gipsu:
.jpg)
.jpg)
.jpg)
kolejne zdjęcia przedstawiają wady w postaci porowatości skurczowej:
.jpg)
.jpg)
Podsumowując, głownym problemem jest obecność licznych inkluzji gipsu, dlatego bardzo istotnym elemntem procesu produkcyjnego jest właściwe przygotowanie gipsu odlewniczego. Zaleca się stosowanie gipsu o wysokiej jakości oraz przestrzeganie zaleceń producenta ( czas mieszania, stosunek gipsu do wody, cykl wypalania form). Należy taże zwiekszyć maksymalna temperaturę wypalania kuwet do 750 stopni C w celu poprawy własności mechanicznych formy oraz właściwe przygotowanie choinki woskowej w celu uniknięcia możliwych obszarów, w których łatwo o oderwanie cząstek gipsu. Szczególną uwagę należy zwrócić na połączenie kanału wlewowego z trzpieniem choinki. Trzpień powinien być max. gładki bez zagłębień.
.jpg) ANALIZA TECHNOLOGICZNA ODLEWÓW
ANALIZA TECHNOLOGICZNA ODLEWÓW
Odlewy ze stopów złota ( Au585 ) - porowatość gazowa oraz inkluzje gipsu.
Przeanalizowaliśmy pierścionki odlane z Au 585 - patrz zdjęcie niżej :

Pierwsza obserwacja dokonana za pomocą stereoskopu dotycząca kształtu i morfologii największej części wad sugerowała ich mechaniczne pochodzenie
:
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
Odciski na badanej powierzchni przypominają ślady uderzeń od elementów innego detalu ale bliższa analiza pokazała że defekty powstały na etapie przygotowywania modeli woskowych. Prawdopodobnie podczas montażu wosku ( modele woskowe nie mają żadnych wad) operator przypadkowo dotykał modeli gorącą końcówką lutownicy lub innego narzędzia. Widaac to niżej zamieszczonych zdjęciach :
Obserwując modele za pomoca elektronowego mikroskopu skaningowego (SEM) stwierdziliśmy, że porowatość ze względu na pofałdowanie w tej strefie ma pewne wtrącenia a wewnątrz nich materiał wprowadzony podczas polerowania przez pasty polerujące( tlenki Al i Si ślady chromu itp.)
Jest to widoczne na analizie spektralnej
.jpg)
.jpg)
.jpg)
W części pierścionków odpowiadającej połączeniu z kanałem wlewowym, mogliśmy znależć pewną porowatość:
.jpg)
spowodowaną prawdopodobnie skurczem, podczas gdy w innych częściach:
:
.jpg)
występują niewielkie chmury porów, prawdipodobnie nspowodowane porowatoscia gazową. Wymiary i dyfuzja tej porowatości są tak małe w porównaniu do innych wad, że problemy te należy rozwiązać dopiero po rozwiązaniu problemu modeli woskowych.
PATENT NA WZÓR PRZEMYSŁOWY ELEMENTU BIŻUTERYJNEGO
Rozpoczęcie prac przygotowawczych do odlewania wzorów biżuterii ze stopu platyny Pt950.
 Świadectwo rejestracji
Świadectwo rejestracji
POROZUMIENIE O WSPÓŁPRACY Z TECHNOPARK GLIWICE SP. Z O.O.
W dniu 12.01.2016 r. firma PROFILEX zawiązała porozumienie o współpracy z Parkiem Naukowo- Technologicznym " TECHNOPARK GLIWICE " SP. Z O.O. dotyczące zintensyfikowania działań w zakresie wdrażania rozwiązań innowacyjnych, współpracy pomiędzy podmiotami oraz wspólnych inicjatyw promocyjnych.
DEKLARACJA WSPÓŁPRACY Z MENNICĄ POLSKĄ
W dniu 08.01.2016 r. pomiędzy firmą PROFILEX i firmą MENNICA POLSKA S.A. została podpisana deklaracja współpracy dotycząca produkcji najwyższej jakości odlewów przestrzennych w postaci półfabrykatów przeznaczonych do produkcji monet.
 POROZUMIENIE W RAMACH PROJEKTU "TRIGEN- KLASTER WSPIERANIA NOWOCZESNYCH TECHNOLOGII 3D"
POROZUMIENIE W RAMACH PROJEKTU "TRIGEN- KLASTER WSPIERANIA NOWOCZESNYCH TECHNOLOGII 3D"
W dniu 01.09.2012 firma PROFILEX podpisała porozumienie w sprawie współpracy w ramach projektu "TRIGEN - Klaster wspierania nowoczesnych technologii 3D ". Koordynatorem projektu jest chorzowska spółka 3D PROTO. Sygnatariuszami porozumienia są pracownicy naukowi, inżynierowie, eksperci a przede wszystkim pasjonaci nowych technologii, nowoczesnych materiałów i tworzenia nowych rozwiązań.
W ramach projektu TRIGEN firma PROFILEX uczestniczyła w uruchomieniu desktopowego urządzenia SLM niemieckiej firmy REALIZER opartego na technologii selektywnego spiekania i przetapiania sproszkowanych metali przy pomocy lasera.


.png)
.jpg)

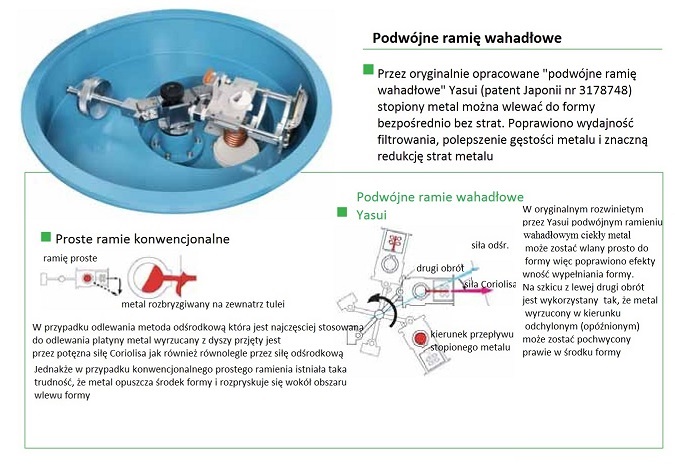 Zasada działania podwójnego ramienia wahadłowego
Zasada działania podwójnego ramienia wahadłowego 